Specificitatea tehnologiei de producție a unui soclu pentru instalare ascunsă
Intrare
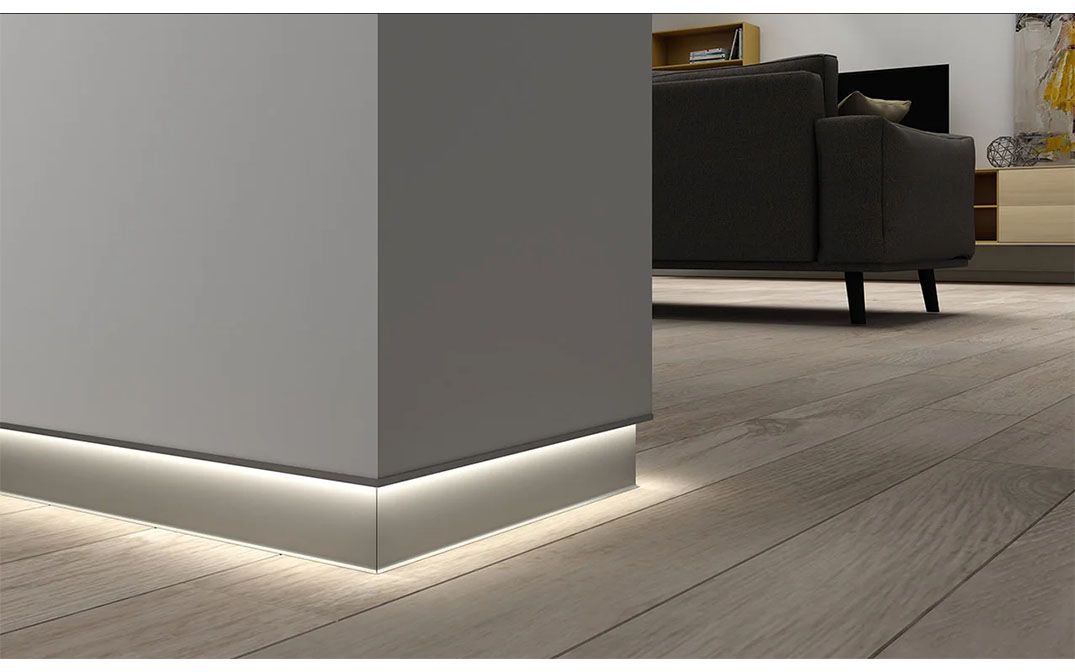
Cea mai dificilă parte a soclului ascuns este profilul de bază din aluminiu. Pentru a prezenta cel puțin o schiță generală a modului de realizare a unei plinte ascunse, ar trebui să vă referiți la tehnologia de prelucrare a aluminiului. Conform clasificării consumatorilor, acest tip de profile din aluminiu este clasificat ca intern. Expertul va adăuga că este un profil gol extrudat cu rezistență normală și precizie normală de fabricație.

Etapele producerii profilului
Procesul tehnologic constă din mai multe etape:
- Turnătorie. În această etapă, elementele de aliere necesare sunt introduse în topirea aluminiului și se formează lingouri solide sau solide de o formă dată.
- Urgent. Semifabricatele sunt supuse deformarii plastice pentru a obtine elemente profilate de forma si dimensiunea dorita.
- Tăierea profilului și îmbătrânirea metalelor.
- Tratarea suprafeței profilului.
Etapa de turnare este cea mai dificilă, cea mai responsabilă și cea mai intensivă în resurse. Compoziția chimică a metalului determină proprietățile acestuia, prin urmare calitatea semifabricatelor prefabricate este o condiție cheie pentru calitatea profilului finit.

Deformarea plastică a semifabricatelor încălzite în etapa de presare se realizează prin mai multe metode: presare directă, inversă sau cap la cap. Profilele interioare au o secțiune transversală complexă și sunt fabricate prin presare inversă.
În cazurile în care este necesară o rezistență deosebit de mare de la produsul finit, metoda de extrudare este utilizată în una dintre următoarele soiuri: rece, caldă sau caldă. În această metodă de prelucrare, lingoul este încălzit la o temperatură determinată de cerințele tehnologice, apoi topitura este alimentată în extruder și împinsă prin matriță.
Crearea unei secțiuni de profil
Matricea este cea mai importantă parte a procesului de producție a elementelor de profil. În forma sa cea mai simplă, arată ca un disc de oțel cu o gaură în el. Conturul găurii din matrice corespunde ca formă și dimensiuni liniare secțiunii transversale a profilului.

Procesul de presare în sine este relativ simplu. Piesa de prelucrat încălzită la o temperatură de 400 ° C ... 550 ° C (în funcție de caracteristicile tehnologiei și ale aliajului) este încărcată în recipientul încălzit. Poansonul de presare este presat în recipient și creează o presiune enormă pe măsură ce se mișcă. Metalul este împins prin deschiderea matriței și iese din partea opusă sub forma unui profil cu o secțiune transversală dată. Pentru a produce profile cu secțiuni transversale complexe se folosesc matrițe mai complexe decât doar un disc cu orificiu.
Procesul de presare produce secțiuni de profil de până la 70 de metri lungime. După răcire, acestea sunt tăiate în segmente standard. Standardul profilului intern este de obicei de 3 metri.
Prelucrare suplimentară a elementelor de profil
Îmbătrânirea aluminiului are ca scop întărirea metalului și eliminarea tensiunilor interne din produs. Procesul presupune încălzirea profilului la o temperatură în intervalul 150°C...290°C (recoacere) și răcirea rapidă a acestuia (călirea). Metalul este apoi menținut la o temperatură stabilă pentru o perioadă de timp.
Etapa finală a producției de profil este aplicarea straturilor de protecție și decorative. Pot fi:
- Acoperire polimerică vopsită în culori standard;
- Un polimer care imită culoarea și textura materialelor naturale;
- Anodizare.

Anodizarea este un tratament secvenţial mecanic, chimic şi electrochimic al metalului. În cele din urmă, pe suprafață se formează o peliculă densă, care protejează metalul împotriva coroziunii. În timpul prelucrării electrochimice, se pot obține compuși colorați care sunt utilizați pentru a imita metale mai scumpe.
Profilul se vinde cu benzi decorative pregatite. Asamblarea finală a produsului finit are loc direct în rețeaua de retail.








